 Deutsch
Deutsch
 English
English
Produktion
So entsteht hochwertiger Nadelvlies.
Hier zeigen wir Ihnen die Arbeitsschritte von der Rohware zum fertigen Nadelvlies. So produzieren wir in unserem Nadelvlies-Werk in Ettlingen täglich ca. 10.000 qm hochwertigen textilen Bodenbelag.
Mischware

Rohware
- Verwendet werden für die Nutzschicht ausschließlich spinndüsengefärbte Fasern
- 100% Recyclingfasern für den Unterboden
- Richtige Kräuselung ist wichtig für die Verarbeitung/Qualität

Rohfaser-Lager
- 700 t Lagerbestand
- ca. 1.400 Ballen
- 20-25 Farben
- Überwiegend PA-Fasern
- Fein- und Grobfasern für verschiedene Qualitäten (17 -135 dtex = 17 – 135 g auf 10 km Faserlänge)

Mischwolf
- Rohfasern werden in definierter Menge (Rezeptur) zugeführt
- Im Bild sorgen die grauen leitfähigen Fasern für Ableitfähigkeit und Antistatik
- Durch Walzen mit Zähnen werden die Faserballen geöffnet und in einzelne Faserbündel zerlegt

Mischkammern
- Über ein Rohrsystem werden die Faserbündel eíngeblasen
- Ein Gebläse und eine Fräse verwirbeln/vermischen die Fasermischung
- Die Mischung durchläuft nacheinander 3 Mischkammern
- Kammergröße ca. 240 m3

Ballenpresse
- Die Fasermischungen werden zu Ballen gepresst
- Gewicht der Ballen 280-320 kg
- Schachttiefe 5m mit 3m Hub

Mischwaren-Lager
- Die Ballen mit der Fasermischung werden zwischengelagert
- 50-100 t Lagerbestand
- 1 Produktionscharge =
0,5 – 5 Tonnen
Halbfertigware

Ballen-Öffner
- Arbeitet wie der Mischwolf
- Durch Stachelwalzen werden die Ballen geöffnet und in einzelne Faserbündel zerlegt
- Weiterleitung über Transportrohre an die Krempel
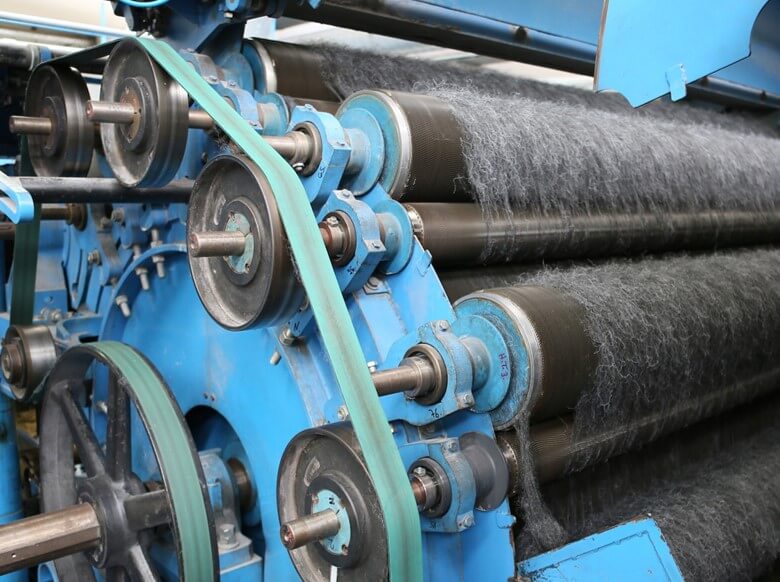
Krempel
- Durch rotierende, mit Zähnen versehene Walzen werden die Faserbündel getrennt und ausgerichtet
- Es entsteht ein homogener, hauchzarter Flor

Stapel-Leger
- Mehrere Lagen des Flors werden aufeinander geschichtet (20-30 cm)
- Der Flor für den Unterboden wird mit einem Stabilisierungsgitter ergänzt

Nadelstuhl
- Wir arbeiten im Hochvernadelungsbereich, dort werden Nutzschicht und Unterboden zunächst einzeln und dann miteinander “vernadelt”
- Bahnen werden auf 204 cm Breite zugeschnitten (Reste = Recycling)

Halbfertig-Lager
- Einlagerung von Großrollen, die nicht sofort weiterverarbeitet werden
- Die Verwaltung der Lagerplätze erfolgt über Strichcodes am Boden und an den Rollen (Rollen-ID)
- ca. 1.240 Rollen á 160 lfm
Fertigware
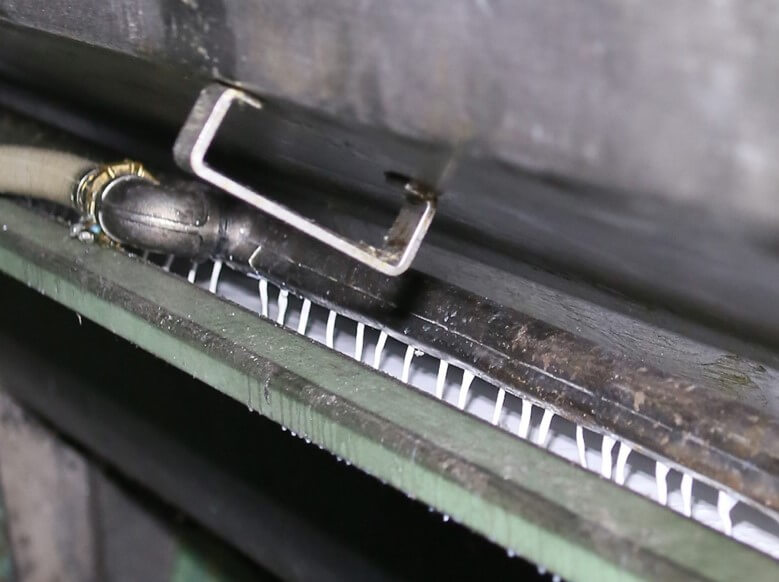
Ausrüstung
- Tauchbad mit Latex-Wasser-Mischung verstärkt die Faserverbindungen
- Ausrüstung sorgt für optimale Verlege-, Reinigungs- und Pflegeeigenschaften
- Trocknung bei bis zu 140oC im Trockner bis zur definierten Restfeuchte

Konfektionierung
- Bahnen werden in verkaufsübliche Längen oder nach Kundenwunsch konfektioniert
- Strichcode enthält alle Produktionsdaten
- Schutzhülle gegen Verschmutzung

Manufaktur
- Mit zwei Cuttern/Plottern werden Fliesen, Planken, Intarsien und Logos geschnitten
- Maße bis zu 230 x 520 cm
- Kombination mit anderen Materialien wie Folie, Alu, Acrylglas usw. möglich

Fertigwaren-Lager
- Bahnen werden in verkaufsübliche Längen oder nach Kundenwunsch konfektioniert
- Strichcode enthält alle Produktionsdaten
- Schutzhülle gegen Verschmutzung

Versand
- Bei Lagerware: Versand am Tag der Bestellung
- Kleine Rollen (<10 lfm) per Paketdienst, ansonsten per Spedition Dachser
- Verpackung mit luftdurchlässiger Folie als Transportschutz

Qualitätssicherung
- Alle Produktions-Prozesse werden elektronisch überwacht und dokumentiert
- Materialproben werden entnommen und im eigenen Labor geprüft
- Rückstellmuster werden mindestens 5 Jahre aufbewahrt